
CK3M und CK5M
Programmierbarer Mehrachs-Controller
Mehrachs-Steuerung mit ultraschneller Servo-Zykluszeit von 50 µs/5 Achsen ermöglicht präzise Bearbeitung
- Lokale Achsen für Präzision im Nanobereich
- Ultraschnelle synchrone Steuerung (50 µs/5 Achsen)
- Benutzerdefinierte Servoregelalgorithmen
- Flexibilität bei der Verwendung von Aktoren und Encodern verschiedener Anbieter
- Flexibilität bei der Programmierung in G-Code, ANSI C oder der ursprünglichen Programmiersprache
- EtherCAT für flexible Konfiguration
- Modulares Design und DIN-Schienenmontage
Spezifikationen & Bestellinfo
| Produkt | Type of module | Max. number of axes via EtherCAT | Max. number of axis interface units | Amplifier interface | Encoder interface | Digital output type | Number of digital inputs | Number of digital outputs | Number of analog inputs | Beschreibung | |
|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
Motion control | 0 | 4 | 0 | 0 | 0 | CK3M-CPU, 1 GB RAM, 1 GB Flash, kein ECAT, bis zu zwei Achsen-Schnittstelleneinheiten sowie Erweiterungsbaugruppen können angeschlossen werden |
|
|||
|
|
Motion control | 4 | 4 | 0 | 0 | 0 | CK3M-CPU, 1 GB RAM, 1 GB Flash, 4 ECAT-Achsen, bis zu zwei Achsen-Schnittstelleneinheiten und Erweiterungsbaugruppen können angeschlossen werden |
|
|||
|
|
Motion control | 8 | 4 | 0 | 0 | 0 | CK3M-CPU, 1 GB RAM, 1 GB Flash, 8 ECAT-Achsen, bis zu zwei Achsen-Schnittstelleneinheiten und Erweiterungsbaugruppen können angeschlossen werden |
|
|||
|
|
Analog I/O | 4 | CK3W Analog IN, 4 Punkte, +/-10 V, 16 Bit (Gesamtbereich) |
|
|||||||
|
|
Analog I/O | 8 | CK3W Analog IN, 8 Punkte, +/-10 V, 16 Bit (Gesamtbereich) |
|
|||||||
|
|
Axis interface | DirectPWM output | Digital quadrature / Serial | NPN | CK3W 4 Axis Interface Unit, Digital encoder, DirectPWM, NPN |
|
|||||
|
|
Axis interface | DirectPWM output | Digital quadrature / Serial | PNP | CK3W 4 Achsen Schnittstelle, Digitaler Drehgeber, DirectPWM, PNP |
|
|||||
|
|
Axis interface | Filtered PWM | Digital quadrature / Serial | NPN | CK3W Achsen-Schnittstelleneinheit. DA Ausgang (Gefiltertes PWM-Signal), Puls + Richtung oder Phasen-Differenz, Impulsgeber / serieller Geber, NPN - Ausgang |
|
|||||
|
|
Axis interface | Filtered PWM | Digital quadrature / Serial | PNP | CK3W Achsen-Schnittstelleneinheit. DA Ausgang (Gefiltertes PWM-Signal), Puls + Richtung oder Phasen-Differenz, Impulsgeber / serieller Geber, PNP - Ausgang |
|
|||||
|
|
Axis interface | True DAC | Digital quadrature / Serial | NPN | CK3W Achsen-Schnittstelleneinheit. DA Ausgang (True DAC), Pulse + Richtung oder Phasen-Differenz, Impulsgeber / serieller Geber, NPN - Ausgang |
|
|||||
|
|
Axis interface | True DAC | Digital quadrature / Serial | PNP | CK3W Achsen-Schnittstelleneinheit. DA Ausgang (True DAC), Pulse + Richtung oder Phasen-Differenz, Impulsgeber / serieller Geber, PNP - Ausgang |
|
|||||
|
|
Axis interface | DirectPWM output | Sinusoidal / Serial | NPN | CK3W 4 Axis Interface Unit, Sinusoidal encoder, DirectPWM, NPN |
|
|||||
|
|
Axis interface | DirectPWM output | Sinusoidal / Serial | PNP | CK3W 4 Achsen Schnittstelle, Resolver, DirectPWM, PNP |
|
|||||
|
|
Encoder input | Not Applicable | Special Serial Protocol | Encoder Input Unit for CK3M, Serial encoder 4 channels, BiSS-C, Endat2.2, and R88M-1Lx/-1Mx Motor built-in encoder |
|
||||||
|
|
Laser interface | Not Applicable | Not Applicable | PWM, XY2-100 | Laser Interface Unit for CK3M, XY2-100 Protocol, Laser PWM output |
|
|||||
|
|
Laser interface | Not Applicable | Not Applicable | PWM, TCR, XY2-100 | Laser Interface Unit for CK3M, XY2-100 Protocol, Laser PWM output and TCR Output |
|
|||||
|
|
Laser interface | Not Applicable | Not Applicable | PWM, SL2-100 | Laser Interface Unit for CK3M, SL2-100 Protocol, Laser PWM output |
|
|||||
|
|
Laser interface | Not Applicable | Not Applicable | PWM, SL2-100, TCR | Laser Interface Unit for CK3M, SL2-100 Protocol, Laser PWM output and TCR Output |
|
|||||
|
|
Digital I/O | NPN | 16 | 16 | CK3W Digital IO, IN/OUT:16/16, NPN |
|
|||||
|
|
Digital I/O | PNP | 16 | 16 | CK3W Digitale Ein-/Ausgabe, Ein/Aus:16/16, PNP |
|
Wie können wir Ihnen helfen?
Wenn Sie eine Frage haben oder ein Angebot anfordern möchten, kontaktieren Sie uns oder senden Sie eine Anfrage.
Ihr Kontakt CK3M und CK5M

Vielen Dank für Ihre Anfrage. Wir setzen uns umgehend mit Ihnen in Verbindung.
Es liegen zur Zeit technische Probleme vor. Ihre Übertragung war nicht erfolgreich. Entschuldigen Sie dies bitte und versuchen es später noch einmal. Details
DownloadAngebot für CK3M und CK5M
Über dieses Formular erhalten Sie ein Angebot zu Ihrem ausgewählten Produkt. Bitte füllen Sie alle Felder aus, die diese * Markierung besitzen. Ihre persönlichen Daten werden natürlich vertraulich behandelt.
Vielen Dank für Ihre Angebots-Anfrage, die wir schnellstmöglich beantworten werden.
Es liegen zur Zeit technische Probleme vor. Ihre Übertragung war nicht erfolgreich. Entschuldigen Sie dies bitte und versuchen es später noch einmal. Details
DownloadFunktionen

Modulares Design
Dank des modularen Designs kann der CK3M mit bis zu zwei axialen Schnittstelleneinheiten frei kombiniert werden, sodass sich vielfältige Anwendungsmöglichkeiten ergeben.
Integrierte Entwicklungsumgebung (IDE, Integrated Development Environment) Power PMAC
- Basierend auf Microsoft® Visual Studio®
- ANSI C oder ursprüngliche Programmiersprache
- Problemlose Abstimmung
- Einfache Einstellung
- Fehlerdiagnose
- Debugger
Komplexe Kinematik
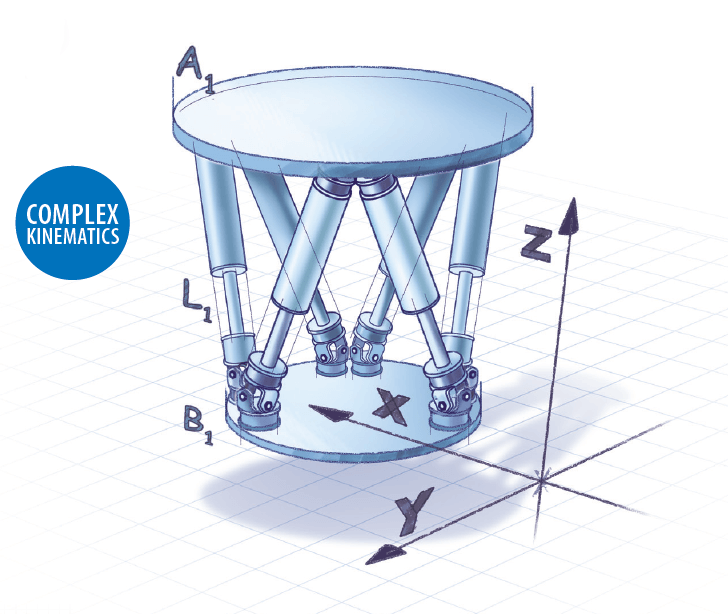
Dank der Matrixhandhabung und Raumwandlung können komplexe Mechaniken gesteuert werden. Spezielle Anwendungen wie die Positionierung von Hexapod-Teleskopspiegeln können mit der Kinematikfunktion leicht bedient werden.
Nutzung von Funktionen für genaue Maschinenanwendung
G-Code
Standard RS-274 G-Code-Interpreter. Vom Benutzer schreibbare Unterprogramme zur maßgeschneiderten Implementierung von G-, M-, T- und D-Codes. Flexibilität zur Anpassung der Syntax und zum Arbeiten mit einer beliebigen CAD-/CAM-Software.
2D-/3D-Fräsradiuskorrektur
Ausgleich des Werkzeugdurchmessers und der Werkzeugform, wodurch der Fräspunkt genau dem im G-Code definierten Wert entspricht.
Schneller Prozessor + großer Programmpuffer
Der schnelle Prozessor kann über 10.000 Blöcke pro Sekunde und bis zu 1 GB große Teileprogramme verarbeiten.
Blockrückzug zur Richtungsumkehrung
Die Richtung kann umgekehrt werden, um das Werkzeug aus dem Fräsbereich zu entfernen.
Erweiterte Vorausplanung der Blöcke
Anweisungen im Puffer werden im Voraus analysiert und die Geschwindigkeit und Beschleunigung der Bewegungen werden vereinheitlicht, um die Leistung zu steigern.
Tangentialwerkzeugverwaltung
Werkzeuge mit einer Fräsrichtung erfordern eine tangentiale Pfadpositionierung.
Software
Integrierte Entwicklungsumgebung Power PMAC
Diese Computersoftware wird verwendet, um Benutzerprogramme zu erstellen und zu konfigurieren sowie die Programme für die programmierbaren Mehrachsenregler NY51-A und CK3E zu debuggen.
Zugehörige Produkte
-

Sysmac Servoantrieb
-

CK3E - Programmierbarer Mehrachs-Controller
-

Leistung und praktische Anwendbarkeit für Maschinensteuerungen
Downloads

















_getting_started_guide_en.jpg)
